PRECISION BENCHTOP LINEAR SEAM WELDER
The linear seam welder solution for precise parts
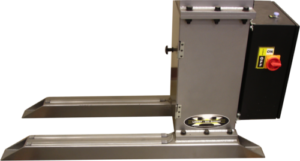
AMET Inc’s Precision Benchtop Linear Seam Welders are designed to perform an external linear weld on cylindrical parts or sheets. Using the included centering devices, the weld part is loaded and clamped in the center of the seam welder bed for consistent welds.
The welding fixture is constructed of thick wall steel tubing. The bed of the linear seam welder can be mounted to an existing benchtop at the customer’s facility, or to an optional supporting base structure supplied by AMET.
Many weld processes, such as GTAW, PAW including micro as well as GMAW can be used on these linear seam welder systems.
30+ Years of welding Automation Excellence
Precision Benchtop Linear Seam Welders have the following capacities and specifications for performing precision linear seam welds:
- Weld Length: The part length capacities are from 2.9 to 35.4 in (75 to 900 mm) with an additional 2.9 in (75 mm) on each end for run-on and run-off tabs.
- Wall thickness: The mandrel height is adjustable for sheet thicknesses of 0.02 to 0.15 in (0.5 to 4.0 mm).
- Minimum Diameter Capacity: Depending upon the length of the seam welder selected, the minimum part diameter is 2.6 to 3.3 in (67 to 85 in).
- Maximum Diameter Capacity: This seam welder is meant to be mounted to an existing structure at the customer’s facility. Because of this, the maximum diameter capacity is indeterminate. AMET offers a support structure with a standard capacity of 29.9 in (760 mm), additional information available in the Optional Features section.
- Pneumatic Clamping Force: Adjustable up to 2,419 lb/ft (36 kg/cm).
- Travel Accuracy: The precision track varies only +/- 0.01 in (0.15 mm) over the entire weld length.
- Carriage Speed: Precision drive with a speed range of 2 to 197 in/min (50 to 5000 mm/min).
- Carriage Weight Capacity: The carriage is rated to hold up to 99 lbs (45 kg) at a distance of 5.9 in (150 mm) from carriage faceplate.
Additional features are available to increase the capabilities of this Precision Bench Top Linear Seam Welder. Please see the Optional Features section for more information.
The AMET Precision Benchtop Linear Seam Welder offers several benefits over welding the part manually or using a simple motorized carriage or “buggy” approach, including:
- Precision carriage motion provided by a servo motor driven ball screw drive allows the seam welder to achieve consistent welds with an even bead.
- The precision motion of the carriage essentially makes positioning the torch over the centerline of the seam welder bed a one-time operation. A manually operated slide with a hand brake is included for cross-seam adjustment. Once the desired location is reached, the slide can be locked into place with the hand brake and should require very few future adjustments.
- Two manually controlled centering devices are included to ensure parts are loaded in the center of the bed, which helps maintain part uniformity and consistency.
- Ability to maintain part dimensional accuracy due to reduced distortion and weld shrinkage because the weld joint is held firmly in place over the entire length of the part.
- Quality issues related to tack welds are reduced or eliminated because the uniform clamping of the seam welder makes tacking parts unnecessary in most cases.
- Part loading and welding are relatively easy which reduces operator fatigue and involvement.
- The combination of these benefits greatly reduce the time to prepare a part for welding and the time to finish a part after welding. Rework time, part scrap, and consumables costs are reduced.
XM Controller
The XM Controller integrates into all of the major programmable components of the linear seam welder. The following axes of motion and components are integrated into the system:
- Carriage Motion: The XM and linear motion module integrate with the servo motor driven weld head carriage to provide programmable motion with override capabilities along the length of the seam welder bed. The linear motion can be programmed by distance (absolute or incremental) or travel time.
- Torch Vertical Motion: The weld head can be programmed to retract at the end of each weld to facilitate part loading and unloading, then return the set welding height at the beginning of the weld.
- Welding Power Supply: The XM and power supply module integrate with the welding power supply to program current and voltage from the XM screen. The programmed values can also be overridden during welding operations from the XM screen.
- Wire Feeder: The servo motor driven precision 4-roll wire feed assembly is integrated with the XM to provide programmable feed rate and wire retract. The programmed speed can be overridden during welding operations.
Manual Controls
- Manual slide for controlling the cross-seam (Y-axis) motion of the weld head.
Seam Welder Controls
- PLC controls for clamping sequence. Clamping is either activated by a foot pedal or a tape switch mounted to the optional support base structure.
- PLC controls for safety
- Clamping cannot be initiated unless the mandrel latch is closed.
- Clamping cannot be released during weld.
Testimonials
Great Partner
"AMET has been a great partner because they are appropriately positioned to act when we need a new solution engineered or need to service an existing solution. In the end the price of a solution is negligible if it works properly, and the vendor can keep it working through their service efforts. AMET knows these things and services their customers accordingly."
- Matrix Drilling Products
15+ Years
"For over 15 years now I have had the privilege of working with AMET. I have personally seen how AMET Inc. industry knowledge and engineering expertise has enabled my business to increase weld quality and production and allow our clients to improve the strength and durability of their products."
- G. Wright's Welding Ltd.
Exceptional Team
"AMET’s team is exceptional to work with. They look at the provided solution as a whole – from operator interfaces to engineering requirements, they seek to understand the customer’s needs throughout the project. This results in a welding system that is robust, embraced by the workforce, and meets the rigorous requirements of Blue Origin’s vehicles and engines. We’re excited to work with AMET on our vision of millions of people living and working in space."
- Blue Origin
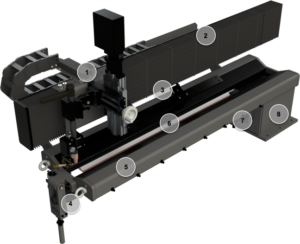
1. A travel carriage rides on four (4) precision linear rail bearing blocks and is driven by a ballscrew drive system. The ballscrew is directly coupled to the servo motor and, through closed loop encoder feedback, provides extremely high levels of precise repeatable movements. Home and travel limit switches are included, further enabling precise and repeatable welds. A cable tray and cable carrier provides a neat cabling package, as well as extending the life of the cabling and hoses running to the seam welder carriage and weld head.
2. The linear seam welder track is stress relieved prior to machining, which maintains tight tolerances and dimensional stability over the lifetime of the equipment. The track is outfitted with precision ground linear rails which provide smooth, repeatable motion resulting in superb welds.
3. Two (2) manually retractable part alignment devices facilitate positioning of the weld joint along the centerline of the seam welder prior to clamping and welding. These alignment devices may be easily repositioned along the length of the seam welder bed, allowing them to be placed appropriately for parts of varying lengths.
4. A safety interlock switch is provided at the mandrel latch. The integration of this switch prevents the seam welder from clamping when the mandrel latch is in an open condition. It also prevents unclamping while the weld is in progress.
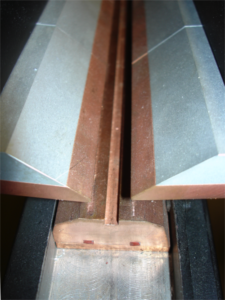
5. Double wall pneumatic hose provides uniform clamping force to each of the seam welder clamping fingers along the full length of the weld. A pressure regulator is provided to allow adjustment of the clamping force. The aluminum clamping fingers are fitted with copper fingertips that are reversible to double their service life. The copper fingertips provide excellent heat conduction and aid in chilling the weld zone during the weld. The seam welder’s fingertips may be replaced individually as needed.
6. The finger-to-finger distance between the front and back clamping fingers may be adjusted, thus allowing the fixture to be fine-tuned to the welding process and materials being welded. The range of adjustment allows finger-to-finger distances of 0.1 to 0.8 in (3 to 20mm).
7. The adjustable height linear seam welder mandrel accommodates materials of various thicknesses. The mandrel is supplied with one (1) standard copper insert. The groove in the insert is machined to match the material type and thickness that is being welded, as specified by the client.
8. AMET Linear Seam Welders utilize heavy duty, thick wall structural steel construction to minimize part distortion during clamping. The added mass also provides superior heat absorption and dissipation during the welding process, while at the same time increasing the rigidity and extending the equipment’s service life.
 OFFLINE PROGRAMMING SOFTWARE
OFFLINE PROGRAMMING SOFTWARE
Weld programs can be created, modified, or stored on a PC. These programs can be moved back and forth between the controller and the PC using a USB storage device or through an Ethernet connection. This software can increase productivity by allowing programs to be created/edited while the weld controller is executing another weld program.
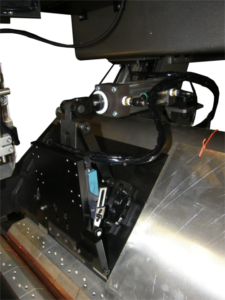
PNEUMATIC CENTERING DEVICES
The standard centering devices are manually moved in and out of position. The Pneumatic Centering Devices are air driven so they work semi-automatically. The operator toggles a switch to lower or raise these centering devices (1 pair). Additionally, the Pneumatic Centering Devices may also be activated as a step in either the pre-weld or post-weld automation.
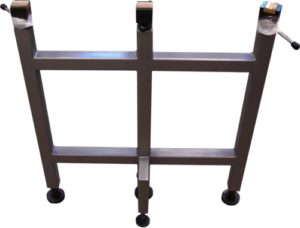
PART LOADING CART
This support device helps the operator load and unload parts into the linear seam welder. The cart or rails are adjustable for various diameters and use rollers so the part position can be adjusted in or out, as well as turned clockwise and counter clockwise. Includes v-way rails for the cart to ride along. NOTE: Maximum Diameter is reduced when using this feature.
 MANDREL CENTER SUPPORT
MANDREL CENTER SUPPORT
In some applications, an undersized mandrel is required. However, when clamped, the mandrel will deflect beyond allowable tolerances. In these situations, AMET® can provide a mandrel center support, or in some cases, a series of supports. The supports are adjustable and provide the mandrel with additional load paths to counter the deflection from the clamping forces.
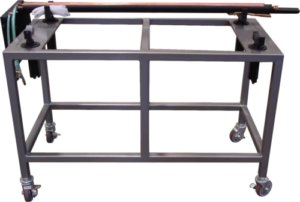
 SUPPORTING BASE STRUCTURE
SUPPORTING BASE STRUCTURE
In its standard configuration the Precision Bench Linear Seam Welder is provided ready to bolt to an existing workbench or tooling fixture. For freestanding applications, we can provide the optional Supporting Base Structure. This provides the mainstay and support legs. With this option the clamping activation may be specified as tape switches on the support legs or as foot pedal switches.
 ARC VIEWING CAMERA
ARC VIEWING CAMERA
Arc Viewing Cameras can be added to a GTAW/PAW system giving the operator a view of the weld arc from a remote location. This keeps the operator in a safe location and reduces operator stress and fatigue. Additionally, the image that is shown on the monitor is magnified and shows greater detail than what could be observed without the camera. Multiple cameras may be integrated for projects where a view of the lead and trail side of the weld zone is required. Please see the Arc Viewing Camera page for additional information.
 PNEUMATIC LATCH
PNEUMATIC LATCH
The standard latch requires that the operator open and close it manually. The Pneumatic Latch, on the other hand, is actuated by a pneumatic cylinder and allows the operator to press one button to open or close the latch. By using a digitally controlled pneumatic solenoid, the operation of the latch may be included as one of the steps in the pre-weld or post-weld automation. A safety interlock switch is included as part of this optional feature package.
 MANDREL CART
MANDREL CART
When a seam welder is ordered with multiple mandrels, the optional Mandrel Cart may also be selected. The Mandrel Cart provides a safe manner to change out from one mandrel to another by wheeling the cart into position, raising the adjustable mandrel supports on the cart and then unbolting the mandrel from the mainstay. Once freed from the seam welder mainstay the cart can be repositioned so that the secondary mandrel may be installed. This provides an effective method of changing out the mandrels while keeping personnel safe and speeding up the changeover process.
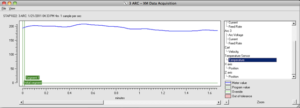 DATA ACQUISITION AND TOLERANCE CHECKING SOFTWARE
DATA ACQUISITION AND TOLERANCE CHECKING SOFTWARE
Data is collected and analyzed in real-time to ensure all modules are within the set tolerances. The data points can be displayed graphically on the display and can also be exported as a .csv file and viewed on a program such as Microsoft Excel. These files can be exported through one of the USB or Ethernet ports on the XM® or XPro Controller.
 AVC FOR GTAW/PAW SYSTEM
AVC FOR GTAW/PAW SYSTEM
An AVC (Arc Voltage Control) Module is added to provide the weld head with automatic arc standoff. The module provides automatic height adjustments to maintain a consistent arc voltage throughout the entire weld, including automatic adjustments on multi-pass welds.
 DUAL PRESSURE CLAMPING
DUAL PRESSURE CLAMPING
Dual Pressure Clamping allows the operator to use a lower pressure to clamp the part edges into position during the fit-up process of loading the part into the seam welder. Once the part is correctly positioned, the clamping pressure, and thus the clamping force, may be increased to keep the parts from shifting during the welding process. With the Dual Pressure Clamping option, separate pressure regulators and pressure gauges are provided. This allows the clamping pressures to be adjusted independently.
 OPTIONAL FINGERTIPS
OPTIONAL FINGERTIPS
In some applications fingertips made from steel, stainless steel or chrome plated fingertips are required. AMET® can additionally provide Continuous Clamping Strips made from copper. These copper strips are recommended when welding thin materials or materials where small amounts of oxygen are a concern.
 MANDREL INSERTS
MANDREL INSERTS
The standard mandrel insert is machined from copper, but some welds require a different insert to back up the weld. In other welding processes copper is not allowed to contact the material when welding. For these welds AMET® can offer mandrel inserts made from steel, stainless steel, or the mandrel insert may even be chrome plated.
When welding materials such as stainless steel and titanium, gas coverage on the back of the weld is desirable. For cases such as these, AMET® offers a copper insert machined with a gas channel and a series of staggered holes, spaced every 50 mm (2 in) to allow shielding gas to pass to the backside of the weld joint and improve weld quality.
 MULTIPLE PROCESS WELD HEAD
MULTIPLE PROCESS WELD HEAD
Our advanced controls allow us to integrate multiple weld processes into one weld head. Each process can be operated independently or simultaneously. For example, a TIG & Plasma weld head would feature two AVC axes (one for each torch) and either torch could operate or they can both operate simultaneously for Keyhole Plasma with a TIG trail. We offer TIG & Plasma, TIG & MIG, TIG MIG & Plasma, and SAW & MIG. Any of these combinations are available and would be completely programmable from ONE central controller. Other combinations are also available. Please contact us with any requests.
CUSTOM MANDRELS
Not all seam welding applications are the same; because of this, AMET® offers custom mandrels based directly on the end user’s project requirements. Some projects require the ability to weld smaller diameter parts than allowed by the standard sized mandrel. One option for these scenarios is an undersized mandrel, allowing smaller diameter parts to be welded along the full length of the seamer. Depending on the material thickness this may require a mandrel support.
In some situations, this smaller diameter capacity is only needed on parts that are less than the permissible weld length. For these projects a stepped mandrel may be available where the latch end of the mandrel is machined with a smaller diameter, which then increases in diameter significantly in order to counter the clamping forces.
WATER-COOLED MANDREL
The Precision Bench Linear Seam Welder comes with a standard mandrel, but may be ordered with the optional water-cooled mandrel. Water cooling the mandrel provides additional chilling of the weld zone during the seam welding process. This may be desirable for applications with higher amperage or higher volume production requirements.
MAINSTAY RISER
For projects that require a maximum OD capacity greater than the standard 910mm (36 inches), AMET® is able to provide an optional Mainstay Riser. These are available in various heights which, when installed, will increase the seam welder’s maximum OD capacity anywhere from 1,050mm (42 inches) to 1,800mm (72 inches). Mainstay Risers are produced in sizes having 150mm (6 inch) increments.

STEEL HOSE MANUFACTURING
AMET has helped clients automate their welding processes for steel hose manufacturing. The Linear Seam welder is an efficient way of producing custom tubing from thin wall steel and stainless steel for use in a wide range of industrial and exhaust applications. Once welded, the tube may be outfitted with specialized end fittings or hydroformed into corrugated tube for flexible connections.
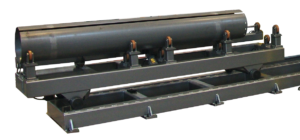
AIR CYLINDERS
Cylinders used for pressurized air storage such as air compressors, portable air tanks, and truck brakes. Manufacturing of these cylinders requires longitudinal and circumferential welds.
 FUEL TANKS
FUEL TANKS
Often constructed of stainless steel or aluminum, fuel tanks require full penetration high integrity welds to prevent leaks. AMET’s welding systems are capable of welding fuel tanks in a wide range of shapes and sizes.
Useful Links and Information:
Links
Contact
Please call, write, or email our headquarters in Rexburg, Idaho for more information on how we can better serve you.
355 Dividend Dr
Rexburg, ID 83440