INDUSTRIAL WELD LATHE SYSTEMS
process accuracy in a robust proven package
Industrial weld lathe systems are used to produce high quality welds on circumferential (girth) weld joints for large sale components in a variety of parts and part shapes. The weld joints can have various configurations, including butt, fillet, overlap, and joggle. Welding is typically performed from the external side of the weld joint, but internal welding is also available for special applications. Single and multi-pass circumferential welding (c seam welding) can be performed using GTAW, PAW, VPGTAW, VPPAW, GMAW, FCAW, or SAW welding.
Coupled with our advanced weld controls, the lathes are highly customizable and versatile. They are configurable for circumferential welding (c seam welding), OD cladding, and even longitudinal welding. Additional weld heads can also be added so multiple welds can be performed simultaneously.
30+ Years of welding Automation Excellence
AMET’s Industrial lathes are offered in a wide range of weight and length capacities. Lathes can be customized to meet additional needs, but the following are the general specifications of the standard lathes:
- Weight Capacity: The headstock and tailstock combine to provide a weight capacity from 1,100 to 22,000 lbs (500 to 10,000 kg).
- Length Capacity: Maximum part lengths are from 23.6 to 283.5 in (600 to 7200 mm). These capacities are the maximum lengths between the headstock and tailstock faceplates. The addition of tooling reduces these capacities.
- Diameter Capacity: Maximum part diameters (OD) are 35.4 to 59.1 in (900 to 1500 mm).
- Headstock Rotation: Programmable and continuous rotation are included on all models.
- Tailstock: The tailstock is manually adjustable along the length of the lathe. It features idler rotation, a faceplate with four (4) t-slots for tooling, and pneumatic clamping with a maximum stroke of 5.9 in (150 mm).
- Carriage Motion: Manual motion is standard with a hand brake to lock the carriage into position. Motorized motion for positioning and precision motion for longitudinal welding are also available.
Additional features are available. Please refer to the Optional Features section for more information.
AMET Industrial Weld Lathe systems offer several benefits over manual and non-automated welding, including:
- With AMET’s programmable control of the headstock rotation, welds are more consistent. Consistent welds decrease the need to finish the part after using grinders or other methods of enhancing part appearance.
- With the programmable motion of the weld head, multi-pass welds can be performed without the need to stop after each pass is completed.
- Weld programs are saved in the controller, so setup times are reduced and productivity is increased.
- Tailstock clamping can reduce or even eliminate the need for tack welding. This improves the quality of the weld and decreases cycle time for each part.
- Operator involvement is decreased which increases weld consistency and reduces fatigue.
- The combination of these benefits reduces the time to prepare a part, the time to finish a part after welding, and preparing the system for welding. Rework time, part scrap, and consumables costs are also minimized to increase efficiency.
XM® Controller
The XM® Controller integrates into all of the major programmable components of the lathe. The following axes of motion and components are integrated into the system:
- Headstock Rotation: The Rotary Module integrates with the servo motor driven headstock to provide programmable motion with override capabilities. The rotation can be programmed by degrees, RPM, or time. Continuous and jogging rotation are also available through the control panel on the XM®.
- Weld Head Vertical Motion (Z-Axis): A precision slide driven by a servo motor provides programmable vertical motion with override capabilities.
- Welding Power Supply: The power supply is integrated with the XM® via a module for programming and controlling the current or voltage.
- Gas Control: Manual flow meters and a gas solenoid provide a constant gas flow rate. A soft button activates gas at the default flow rate until the button is deactivated or until the end of the weld program.
- Wire Feeder: AMET’s precision wire feed assembly and wire feed module offer control over wire speed and wire retract.
Pneumatic Control:
- Tailstock Clamping: Clamping force adjustable with a stroke up to 3 in (76 mm)
Manual Control:
- Carriage Motion (X-Axis): The carriage is manually adjustable along the length of the track with manual brakes.
- Centerline Adjustment (Y-Axis): A manual slide with a manual brake is included to provide centerline adjustment of the weld head. Both the X Axis and Y Axis can be upgraded to motorized motion.
Testimonials
Great Partner
"AMET has been a great partner because they are appropriately positioned to act when we need a new solution engineered or need to service an existing solution. In the end the price of a solution is negligible if it works properly, and the vendor can keep it working through their service efforts. AMET knows these things and services their customers accordingly."
- Matrix Drilling Products
15+ Years
"For over 15 years now I have had the privilege of working with AMET. I have personally seen how AMET Inc. industry knowledge and engineering expertise has enabled my business to increase weld quality and production and allow our clients to improve the strength and durability of their products."
- G. Wright's Welding Ltd.
Exceptional Team
"AMET’s team is exceptional to work with. They look at the provided solution as a whole – from operator interfaces to engineering requirements, they seek to understand the customer’s needs throughout the project. This results in a welding system that is robust, embraced by the workforce, and meets the rigorous requirements of Blue Origin’s vehicles and engines. We’re excited to work with AMET on our vision of millions of people living and working in space."
- Blue Origin
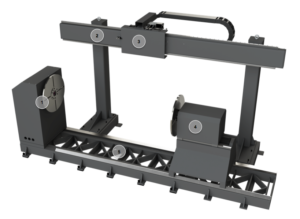
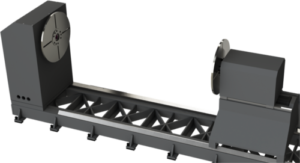
1. The headstock assembly provides programmable rotation for circumferential welding. The assembly is fixed into position and does not include linear motion along the length of the base. A faceplate with four (4) tooling slots and a thru hole is included for adding fixtures or additional gas capabilities.
2. A track and supports are included for mounting the travel carriage. The track is made of thick steel to provide rigid support and a long service life with the capacity to support up to two (2) carriages. Rails are secured to the track for carriage motion.
3. A non-motorized carriage is included for positioning the weld head. The carriage rides along the length of the track and includes manual brakes for locking it into position. A cable carrier is included to protect and organize the hoses and cables of the weld head.
4. The tailstock assembly features idler rotation and includes a faceplate with four (4) tooling slots and a thru hole. The assembly is capable of manual motion along the length of the lathe base and includes manual locks to prevent movement during operation. Pneumatic clamping is included to help hold parts securely in place.
5. A sturdy base is included for supporting the entire lathe. The base allows for adjustment to ensure the lathe is level.
ADDITIONAL CARRIAGE
An additional carriage can be added to the system to provide two (2) weld heads. This option allows two welds to be performed simultaneously or sequentially for increased productivity.
PLC CONTROLS
We integrate components into our controls for automating additional functions other than the welding process. These components include safety equipment such as automatic weld screens or curtains that are programmable to automatically open and close at the end or beginning of each weld. We can also integrate additional tooling such as automated part loading equipment.
MECHANICAL OSCILLATION
A precision servo motor driven ball screw slide with encoder feedback provides mechanical oscillation. The oscillation motion is completely programmable including dwell time, oscillation frequency and width, and travel speed.
 OFFLINE PROGRAMMING SOFTWARE
OFFLINE PROGRAMMING SOFTWARE
Weld programs can be created, modified, or stored on a PC. These programs can be moved back and forth between the controller and the PC using a USB storage device or through an Ethernet connection. This software can increase productivity by allowing programs to be created/edited while the weld controller is executing another weld program.
SYNCHRONIZED HEADSTOCK AND TAILSTOCK
This feature adds synchronized rotation between the headstock and the tailstock, so rotation begins simultaneously and then continues at the same speed. The advantage of this feature is that AMET® does not link them mechanically but electronically. Each one is servo motor controlled with encoder feedback, so they can be clocked to different positions. This is beneficial if one end of the part is required to be welded at a 90 (or any other) degree offset of the other end.

MULTIPLE PROCESS WELD HEAD
Our advanced controls allow us to integrate multiple weld processes into one weld head. Each process can be operated independently or simultaneously. For example, a TIG & Plasma weld head would feature two AVC axes (one for each torch) and either torch could operate or they can both operate simultaneously for Keyhole Plasma with a TIG trail. We offer TIG & Plasma, TIG & MIG, TIG MIG & Plasma, and SAW & MIG. Any of these combinations are available and would be completely programmable from ONE central controller. Other combinations are also available. Please contact us with any requests.

MAGNETIC OSCILLATION
Magnetic probe is used to deflect the arc back and forth in a stirring motion for excellent sidewall tie in. The arc can also be deflected and maintained in a set position. This can be beneficial for fillet or otherwise hard-to-reach joints. Dwell time, oscillation frequency, and width are all programmable from AMET® controls. Compatible with both magnetic and non-magnetic materials.
 POWER TAILSTOCK TRAVEL
POWER TAILSTOCK TRAVEL
A motor and friction drive assembly can be added to provide motorized linear motion of the tailstock along the length of the base. The motion is controlled by a hand pendant attached to the tailstock and would be used for positioning purposes only. This also includes the hydraulic braking option to lock the tailstock into position.
 ARC VIEWING CAMERA
ARC VIEWING CAMERA
Arc Viewing Cameras can be added to a GTAW/PAW system giving the operator a view of the weld arc from a remote location. This keeps the operator in a safe location and reduces operator stress and fatigue. Additionally, the image that is shown on the monitor is magnified and shows greater detail than what could be observed without the camera. Multiple cameras may be integrated for projects where a view of the lead and trail side of the weld zone is required. Please see the Arc Viewing Camera page for additional information.

HIGH-PRECISION HEADSTOCK
Upgrades the motorized headstock rotation with a higher precision gearbox for reduced backlash. This option is beneficial for complex operations such as intersecting bore cladding.
 GRIPPERS AND CHUCKS
GRIPPERS AND CHUCKS
A variety of optional part holding devices may be added to standard faceplates. These include grippers, three jaw scroll chucks, three jaw pneumatic chucks as well as other part holding solutions.
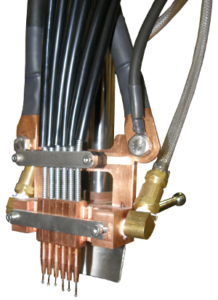
MULTIPLE WIRE WELD HEAD
AMET® specializes in offering custom weld heads. We offer GTAW and PAW weld heads with two wires. The wire feeders can be synced to operate simultaneously or they can be separated to operate independently. We also offer multiple wire SAW head welds. Up to 10 wire weld heads can be integrated with our control packages for applications such as cladding. Tandem or triple wire weld heads are also available for thick wall welding applications.

SPIRAL PATH AND STEP-INDEX CLADDING
The vertical or horizontal axis is integrated with the rotary axis to provide precise cladding motion. We offer both Spiral Path, and Step-Index cladding options. Spiral welds begin at the bottom of the part and spiral upward until the defined height is reached. Step-Index clads in a straight line for each revolution of the part. After each revolution is completed, the torch steps upward and begins the next pass. The pitch of the spiral and the step height are programmable.
 DATA ACQUISITION AND TOLERANCE CHECKING SOFTWARE
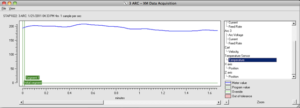
DATA ACQUISITION AND TOLERANCE CHECKING SOFTWARE
Data is collected and analyzed in real-time to ensure all modules are within the set tolerances. The data points can be displayed graphically on the display and can also be exported as a .csv file and viewed on a program such as Microsoft Excel. These files can be exported through one of the USB or Ethernet ports on the XM® or XPro Controller.
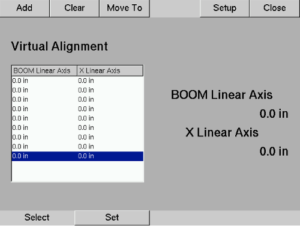
VIRTUAL ALIGNMENT (TEACHING MODE)
The operator can “teach” a weld path by manually moving the weld torch along the seam and selecting points. Up to 20 points can be selected to create a circumferential, longitudinal, or combination weld path. After all of the desired points are selected, the system will retrace each one to create a custom weld path. This can be helpful if parts or materials vary or have unique joint configurations. The path can be repeated for multiple pass welds, or offsets can be applied to repeat the motions of the original path in a new location.

BAR CODE PROGRAM SELECTION
Weld programs can be automatically selected by scanning a bar code associated with a specific part. This can help eliminate the incorrect program being loaded and run. Beneficial if many different parts are to be welded and operator needs to frequently switch between weld programs. Includes the bar code scanner and the necessary software to integrate with the XM® or XPro Controller.
CHUCK ADDED TO HEADSTOCK/TAILSTOCK
A manual chuck or gripper can be added to the headstock or tailstock faceplate to provide manual part gripping/holding.

AVC FOR GTAW/PAW SYSTEM
An AVC (Arc Voltage Control) Module is added to provide the weld head with automatic arc standoff. The module provides automatic height adjustments to maintain a consistent arc voltage throughout the entire weld, including automatic adjustments on multi-pass welds.

INTEGRATED ID PURGE/BACKING GAS
The headstock includes a thru hole for adding backing gas or purge gas capability. This package includes a gas union, digital solenoid, manual flow meter, and a gas line from the solenoid to the gas union. The digital solenoid is integrated with the XM® or XPro for programmable and manual on/off control of the gas.
 MOTORIZED TRAVEL CARRIAGE
MOTORIZED TRAVEL CARRIAGE
Motorized and precision motorized motion of the carriage are available. The motorized option is for rough weld head positioning, while the precision option provides programmable positioning and can be used for longitudinal welding. Limit switches are included for both options, and the precision option includes a home switch.
TILTING HEADSTOCK
Adds motorized tilting of the headstock from 0 (faceplate horizontal) to 90 degrees (faceplate vertical) with an attached angle indicator. A hand pendant is included to control the tilting motion.
TAILSTOCK HYDRAULIC BRAKING
Replaces the manual brakes for the tailstock linear motion with a hydraulic unit to lock the tailstock into position and prevent unwanted movement during operations. The manual brakes are sufficient to hold the tailstock in place, but the hydraulic brakes operate more quickly saving time and increasing productivity.

STEEL HOSE MANUFACTURING
AMET has helped clients automate their welding processes for steel hose manufacturing. C Seam welding is an efficient way of producing custom tubing from thin wall steel and stainless steel for use in a wide range of industrial and exhaust applications. Once welded, the tube may be outfitted with specialized end fittings or hydroformed into corrugated tube for flexible connections.

ENGINE COMPONENTS
Precision engine components for the aerospace industry have tight tolerances and strict quality control. Precision motion and repeatability are essential when manufacturing these components. AMET’s servo controlled axes of motion are well-suited to meet such stringent requirements.
AIR CYLINDERS
Cylinders used for pressurized air storage such as air compressors, portable air tanks, and truck brakes. Manufacturing of these cylinders requires longitudinal and circumferential welds.
PIPE WELDING
Stainless steel, steel, and aluminum pipes can be welded using AMET’s systems and controls. We offer systems with manual and programmable weld head positioning along the length of the pipe.
 FUEL TANKS
FUEL TANKS
Often constructed of stainless steel or aluminum, fuel tanks require full penetration high integrity welds to prevent leaks. AMET’s welding systems are capable of welding fuel tanks in a wide range of shapes and sizes.
 TANKS / PRESSURE VESSELS
TANKS / PRESSURE VESSELS
Stainless steel, or other materials, can be used to form tanks or pressure vessels of various sizes for the food and beverage or pharmaceutical industries. These vessels are typically fabricated using GTAW, PAW, or VPPAW, but with each process, AMET can provide a fully automated turnkey weld system to meet your needs.

PIPE FITTINGS
AMET’s automated welding systems offer several options for welding pipe fittings such as tees, elbows, and flanges with butt or socket joint configurations.

HYDRAULIC CYLINDERS
Circumferential welds are necessary to join the cylinder and the end cap fixture. AMET’s lathes are ideal for welding hydraulic components like these because they can be set up to accommodate a wide range of weld processes and cylinder sizes.
PIPE CLADDING
ID and OD pipe cladding are available on our systems. We offer spiral and step-index cladding to fulfill the needs of most applications.
Useful Links and Information:
Links
Contact
Please call, write, or email our headquarters in Rexburg, Idaho for more information on how we can better serve you.
355 Dividend Dr
Rexburg, ID 83440